 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek- Máquina de Bobinado y Atado de Cables
- Máquina Bobinadora de Cinta
- Máquina Semiautomática de Cepillado de Cables
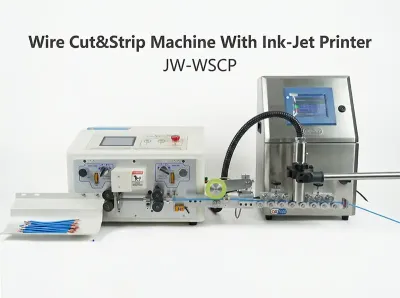
- Máquina de Corte y Pelado de Cables
- Máquina Crimpado Semiautomática
- Cuchillas para Peladora y Crimpado de Cables
- Medidor de Tensión de Terminales (o Probador de Tracción)
- Máquina de Corte
- Máquina Etiquetadora de Cables
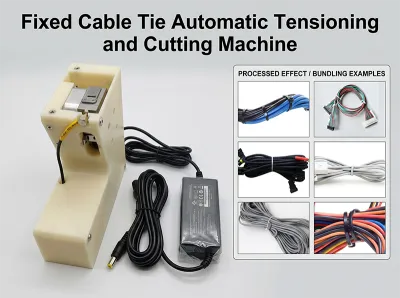
- Herramienta de Flejado y Bandado
- Terminales y Conectores para Cables
- Dispensador Automático de Cinta
- Máquina Automática de Crimpado de Cables
- Herramientas de Crimpado de Terminales
- Alimentador Automático de Cable
- Máquina de Soldadura Automática
- Máquina para Bridas de Nylon
- Máquina de Moldeo por Inyección
- Máquina de Soldadura Fuerte y Soldadura (Brazing & Welding)
- Máquina de Atornillado (o Fijación por Tornillo)
- Máquina de Crimpado para Cables de Alimentación
- Probador de Arneses de Cables
- Robot Dispensador de Adhesivo (o Pegamento)
- Materiales de Embalaje para Arneses de Cables
- Equipos Auxiliares para Arneses de Cableado
Nuevos productos


Inicio > Industry news
Cómo operar la Máquina Peladora de Cables Totalmente Automática WPM-MAX2
Cómo operar la máquina peladora de cables completamente automática WPM-MAX2, una vez que la máquina está encendida, la pantalla muestra una pantalla de inicio, aproximadamente tres segundos mostrará esta imagen; la máquina comienza a funcionar, en la imagen en la pantalla; de lo contrario, la máquina no podría arrancar; Configuración de salida: La máquina cuando está en modo de espera presione; el parámetro bruto configurado para comenzar a parpadear,
Cómo operar la máquina peladora de cables completamente automática WPM-MAX2
(PARA WPM-MAX2 70 mm 2)
Ámbito de aplicación
La máquina peladora de cables por computadora completamente automática de la serie WPM fabricada por nuestra fábrica es adecuada para cortar, pelar la cabeza, pelar la cola y pelar la mitad del cable de una sola hebra, varias hebras y con funda. El área máxima de la sección transversal de procesamiento es de 0,1-50 mm 2; La longitud máxima de corte es de 100 m, la de pelado de la cabeza de 200 mm y la de la cola de 100 mm. WPM09-NX2 es adecuado para pelar y retorcer cables súper cortos y delgados con el cable más corto de 28-30 mm; Con la función de elevación de los rodillos durante el pelado, WPM-09HT2 es adecuado para pelar alambre revestido, especialmente para alambre de funda de cabeza de alambre larga y cola de alambre. WPM MAX2 es la mejor opción para procesar alambre de cable súper grueso de área de sección transversal de 35-70 mm2.
Peso: 72KGS
Dimensiones totales: 400 mm×515 mm×345 mm
Potencia: 1000W
Modo de visualización: pantalla LCD de cristal líquido en inglés y chino
Longitud de corte: 0,1 mm-100 m
Tolerancia de corte: ≤0,002×L (L = longitud de corte)
Área de la sección transversal de corte del núcleo de alambre: 2-50 mm2
Diámetro máximo de la tubería del conducto: ¢18
Decapado medio: 12 lugares de pelado
Material de la cuchilla: acero
de tungsteno de alta calidad Velocidad de pelado: 100 mm / pieza, 4000 - 6000 piezas / h
Modo de conducción: tracción en 8 ruedas (motor paso a paso híbrido silencioso, cada paso 0,1 mm hacia adelante)
Velocidad de ajuste: 0 más lento, 9 puntos más rápidos
para la atención de una operación
segura En primer lugar, muchas gracias por comprar nuestra máquina peladora de cables por computadora completamente automática de la serie WPM. Para un funcionamiento seguro y correcto de esta máquina, lea atentamente este manual de operación antes de operarla.
I.. Adaptador de corriente: CA 220-250 V, 50-60 HZ. Para proporcionar un voltaje de funcionamiento estable, el usuario debe seleccionar y usar un estabilizador de voltaje de alimentación para evitar que esta máquina se queme debido a un sobrevoltaje.
II.. Durante el funcionamiento, esta máquina debe colocarse sobre una superficie lisa y estable para evitar que se caiga y se dañe.
III.. No utilice esta máquina cerca de un área con un campo electromagnético más fuerte para evitar que esta máquina sea interferida.
IV.. Durante el funcionamiento, no coloque ningún objeto sobre esta máquina, no la coloque cerca de productos químicos corrosivos y asegúrese de mantener el entorno operativo seco, bien ventilado y sin polvo, con una temperatura ambiente de operación de 0 a 35 °C.
V.. En funcionamiento, si aparecen malos efectos del pelado de cables o algunas fallas, lea este manual de operación para ver las fallas y las holguras, si aún no puede resolver los problemas, llame a nuestro teléfono de servicio técnico para darse cuenta del método de mantenimiento y reparación. Por su seguridad, no desmonte esta máquina usted mismo para su mantenimiento y reparación.
Nota: De acuerdo con las estipulaciones en las leyes y regulaciones pertinentes de la República Popular
China, el poder de interpretación de los contenidos relevantes en este Manual de Operación
pertenece a nuestra fábrica. Los contenidos están sujetos a cambios sin previo aviso. La
Edición No. del manual de operación: V3.0
Estructura
principal del pasador de pelacablesg Máquina
(Tabla 1-1)
Nota: Es necesario agregar aceites al orificio de engrase en la parte superior de la rejilla de cuchillos con regularidad para mantenerlo bien lubricado.
(Ver Tabla 1-1)Explicación de la estructura principal:
1. Rodillos de entrada de alambre: Ayudan al estante de cuchillas a realizar el pelado de la cabeza del cable cuando se mueve hacia adelante o hacia atrás hacia adelante el alambre.
2. Rodillos de salida de alambre: Ayude al estante de cuchillas a realizar el pelado de la cola de alambre, la torsión del cable y la salida del cable.
3. Entrada de alambre: El cable se coloca en la máquina a través de la entrada.
4. Conducto: El cable pasa a través del conducto mientras se alimenta.
5. Ensamblaje de estante de cuchillos: para corte de alambre: pelado de la cabeza y pelado de la cola.
Interruptor de elevación de los rodillos de entrada de alambre: presione el botón del interruptor para levantar los rodillos de entrada y dejar que el cable se alimente a la posición de corte de la cuchilla; Presione el botón nuevamente para colocar los rodillos y presionar hasta el cable. La estanqueidad del prensado se puede ajustar mediante el espacio entre rodillos. (Nota: Normalmente, durante el pelado, es necesario presionar el botón de elevación nuevamente, ya que se necesitará presionar el cable hacia abajo. Si la tensión entre el rodillo y el alambre no es suficiente, es posible que deba ajustar el espacio del rodillo hasta que funcione).
6. Interruptor de elevación de rodillos de salida de cable: presione el botón para levantar los rodillos de salida y presione nuevamente para colocar los rodillos y presionar el cable. La estanqueidad del prensado se puede ajustar mediante el espacio entre rodillos.
7. Interruptor giratorio de ajuste del espacio entre rodillos de entrada de cable: Gire el interruptor con dígitos más grandes para aumentar el espacio y viceversa. (Nota: el interruptor giratorio debe ajustarse después del rodillo de elevación del cilindro de aire debido a la potencia de tracción del cilindro de aire.
8. Interruptor giratorio de ajuste del espacio entre rodillos de salida de cable: Gire el interruptor con dígitos más grandes para aumentar el espacio y viceversa.
10. Pantalla de cristal líquido (LCD): Muestra el parámetro relacionado con el pelado de cables.
11. Teclado: Parámetro de entrada, inicio y parada de la máquina.
12. Filtro de
aire Ejemplo
de operación rápida 1. Pele y corte alambre de cobre de 35 mm2 de 7 hilos, longitud total 150 mm, pelado de la cabeza 20 mm, pelado de la cola de 20 mm: configure de la siguiente manera:
2. Pele y corte alambre de cobre de 50 mm2 de 19 hilos, longitud total 150 mm, pelado de la cabeza 20 mm, pelado de la cola 20 mm, cambie el parámetro en la imagen de arriba: valor del cuchillo de 435 a 500; Retirada de cuchillos de 85 a 90.
Los parámetros anteriores son solo de referencia y la configuración específica aún dependerá del cable de procesamiento.
Nota: Cuanto pequeño sea el valor del cuchillo, más profundo será el corte; Cuanto más grueso sea el alambre, mayor debe ser el valor de retroceso de la cuchilla. La siguiente tabla son los datos de los parámetros de referencia para la configuración del valor de la cuchilla y el valor de retirada de la cuchilla:
Manual de instrucciones
Dibujo del panel
de control La interfaz del sistema se compone de 23 teclas y una pantalla LCD de matriz de puntos de 192×64, se introducirá lo siguiente en cada función
clave : En el modo de espera, con cada pulsación corta una vez, la máquina realiza un ciclo de un solo paso; Incluso después de la pulsación durante más de 0,5 segundos, la máquina ejecutará automáticamente un bucle; el botón en el efecto de control de la máquina es muy grande;
: En el modo de espera, presione este botón y la máquinae comienza a funcionar;
: En el estatuto de trabajo, presione este botón y la máquina terminará el trabajo después del apagado;
: En el modo de espera, presione este botón y la máquina realizará una acción de reinicio; En el estado de funcionamiento, presione este botón y la máquina se apagará, después de la implementación de la acción de reinicio;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 0; En el estado de espera, presione este botón y la máquina entrará en el estado de configuración del parámetro de pelado;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 1; En el estado de espera, presione este botón y la máquina entrará en el estado de configuración del parámetro de velocidad;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 2; En el estado de espera, presione este botón y la máquina entrará en el estado de configuración del parámetro de torsión;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 3; En el estado de espera, presione este botón y la máquina de acuerdo con la función actual configurará la imagen correspondiente a la función;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 4; En el estado de espera, presione este botón, volumen 0;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 5; En el estado de espera, presione esta tecla, la cuenta de 0;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 6; En el estado de espera, presione este botón, cambie la máquina al modo de trabajo;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 7; En el estado de espera, presione este botón, cambie la máquina al modo de trabajo;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 8; En el estado de espera, presione este botón y la máquina ingresará a la configuración de salida;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 9; En el estado de espera, presione este botón y la máquina ingresará a la imagen de configuración de funciones;
: En un estado de entrada de datos, presione esta tecla y elimine los datos de entrada; En el estado de espera, presione esta tecla, la salida total y el número de borrado completo 0;
: En el estado de espera, presione este botón y la máquina ingresará a la configuración del programa;
: En la configuración de los parámetros, pulsando la tecla, establezca los parámetros más bajos más 1; En un estado de ajuste de parámetros, presione este botón, el valor de la cuchilla más 1;
: En la configuración de los parámetros, pulsando la tecla, establezca los parámetros más bajos más 1; En un estado de ajuste de parámetros, presione este botón, el valor de la cuchilla menos 1;
: En la configuración de los parámetros, al presionar la tecla, los datos modificados se dan por vencidos y la última fecha está en el objeto modificado;
: En la configuración de los parámetros, al presionar la tecla, los datos modificados se rinden y los siguientes datos se incluyen en el objeto modificado;
: En el estado establecido de parámetros, presione esta tecla, los datos modificados se guardarán y escribirán en la EEPROM, y los siguientes datos en el objeto modificado;
: En el estado del conjunto de parámetros, presione esta tecla, salga del estado de configuración del parámetro; la pantalla de configuración de funciones, la pantalla de configuración de separación segmentaria y la pantalla de configuración del sistema. Presione esta tecla, regrese a la imagen de trabajo;
: En la pantalla de espera, presione la tecla e ingrese a la disposición del sistema de la imagen, debe ingresar la contraseña antes de ingresar, en una pantalla de configuración, función; imagen de configuración de pelado multietapa, configuración del sistema, pvuelva a colocar la clave, introduzca el estado de configuración del parámetro;
Pantalla
de trabajo Una vez que la máquina está encendida, la pantalla muestra una pantalla de inicio, aproximadamente tres segundos mostrará esta imagen; la máquina comienza a funcionar, en la imagen de la pantalla; de lo contrario, la máquina no podría arrancar;
Configuración de parámetros de pelado: La máquina cuando está en modo de espera, presione; El parámetro de longitud frontal comienza a parpadear, en este momento puede ingresar directamente el número, si el error de entrada, presione borrar la entrada digital de entrada nuevamente; A continuación, presione la conservación, y un parpadeo de parámetros, hasta que la longitud del extremo delantero, la mitad delantera del pelado, la longitud total, la mitad trasera de la longitud del extremo del pelado, el cortador, el cuchillo de nuevo todo el valor de finalización de entrada; Cuanto menor sea el valor del cuchillo, más profundo será el corte; cuanto más grueso sea el alambre, mayor debe ser el valor de retroceso de la cuchilla; Al presionar la configuración de parámetros, se avanza un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Ajustes de velocidad de pelado: La máquina cuando está en modo de espera presione; el parámetro de velocidad del cortador para comenzar a parpadear en este momento puede ingresar directamente el número, si el error de entrada, presione borrar entrada digital de entrada nuevamente; A continuación, presione la conservación, y un parpadeo de parámetros, hasta que la velocidad de corte, la velocidad de alimentación, la velocidad de pelado, el tiempo de pausa de todas las entradas para completarse; Configuración de parámetros; presione parpadea hacia adelante un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Configuración de salida: La máquina cuando está en modo de espera presione; el parámetro bruto configurado para comenzar a parpadear, en este momento puede ingresar directamente el número, si el error de entrada, presione borrar entrada digital de entrada nuevamente; A continuación, presione preservación, y un parpadeo de parámetro, hasta que el conjunto, el número total de todas las entradas para completar; Configuración de parámetros; presione parpadea hacia adelante un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Conjunto de líneas trenzadas: La máquina cuando está en modo de espera presiona; Centelleo del modo de torsión frontal, esta vez presione 、 conmutación, luego presione la preservación y un parpadeo de parámetros, hasta que se complete el modo de entrada del modo de giro frontal, modo de cable de torsión, luego, por métodos anteriores, ingrese la velocidad de la línea de torsión, la fuerza de torsión; Configuración de parámetros; presione parpadea hacia adelante un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Conjunto de números de programa: La máquina cuando está en modo de espera, presione; Los argumentos del programa comienzan a parpadear, en este momento puede ingresar directamente el número, si el error de entrada, presione borrar entrada digital de entrada nuevamente; A continuación, presione Conservación, al estado de espera;
Interruptor de modo de trabajo: La máquina cuando está en modo de espera, presione 、 interruptor de modo de trabajo;
El modo de trabajo explica
Esta máquina es una máquina cortadora de alambre multifuncional, con un total de 6 tipos de procedimientos de corte y pelado de alambre, siguiendo la descripción de la imagen:
Modo de línea:
El modelo y la función tradicional de la máquina de corte de alambre 220, se puede montar un dispositivo de torsión de alambre para aumentar el alambre trenzado, la longitud del alambre como se muestra, solo de acuerdo con el método anterior para ingresar el tamaño deseado, En este modo, la función no está disponible;
El modelo a corto plazo:
El modelo de máquina y el modelo a largo plazo son iguales, solo que la acción de pelado de la máquina no es la misma; y sin función de línea de torsión; En este modo, la función no está disponible;
Este modo sin función de línea de torsión; presione Función en la siguiente imagen de configuración de función de cable:
En una condición de configuración de parámetros, presione 、 vista hacia arriba o hacia abajo 1-12 parámetros de conjunto de segmentos; presione establecer parámetro, hasta que se completen todos los parámetros de ingreso;
Nota: en un modelo de varias etapas, el total es igual a la longitud de cada longitud de cable y, junto con la longitud del extremo frontal, los procedimientos se han calculado y resaltado automáticamente, por lo tanto, establezca la longitud total, la longitud de todo el extremo sin fin; ¡La longitud final es el final de la longitud de! Además, no es necesario configurar, cuando se completa la longitud requerida, un conjunto de 0
Imagen
de configuración de función En el estado de espera, presione para ingresar a esta pantalla; En la pantalla de imagen, la máquina no comienza el trabajo, presione Volver a la imagen de trabajo;
Configuración de parámetros: presione la configuración de inicio, hasta que se complete la entrada de todos los parámetros;
Pantalla de configuración del sistema: estado de espera, presione para ingresar a esta pantalla; ingrese la contraseña (10010011) para ingresar a esta pantalla; Muestre la imagen, la máquina no comienza el trabajo, presione volver a la imagen de trabajo;
Configuración de parámetros: presione la configuración de inicio, hasta que se complete la entrada de todos los parámetros;
Asuntos del conjunto de pelado que requieren atención
1、 varios parámetros de pelado, la longitud total debe ser mayor que la longitud del extremo delantero + la longitud del extremo trasero; de lo contrario, la máquina de trabajo;
2、El uso del control de comunicación de la máquina, debe garantizar que la máquina en la pantalla de visualización funcione y no esté en el estado de configuración de parámetros; de lo contrario, el control de comunicación no es válido;
3、Utilice la operación de velocidad adecuada;
4、en el trabajo de pantalla y la configuración no paramétrica, el Se puede presionar directamente 、 el cortador establece el valor sin detenerse;
5、Si las cuatro luces indicadoras de funcionamiento parpadean para ilustrar los parámetros de configuración, puede iniciar la máquina;
6、Ajuste de la línea de torsión: los primeros parámetros de compensación torsional están diseñados para un conjunto de funciones de torsión a corto plazo, lo que significa que cuando la máquina está fuera de su frente, alimentación de alambre después de la distancia de la rueda de torsión; a veces se puede instalar en la cuchilla a corto plazo después de girar la rueda, luego el conjunto de parámetros pequeño, alcanza la torsión a corto plazo una función de línea; la línea general se establece en 32, no es necesario cambiar; a corto plazo de acuerdo con el ajuste de la distancia real de la cuchilla y la rueda de torsión de alambre; (puede modo de operación de un solo paso al paso, si la alimentación de alambre más que la rueda de torsión de alambre, puede reducir el parámetro se puede aumentar, y viceversa);
Seis, introducción del protocolo
de comunicación La máquina está equipada con una función de comunicación RS485 estándar, el usuario puede a través de la computadora host (PLC, PC) controlar directamente la máquina; especificaciones de hardware de comunicación para 38400, 8, 1, N
La siguiente es que la máquina acepta comandos en detalle
1、el comando de parada de emergencia: Números hexadecimales de tres bytes emitidos por PC 16 01, 66, 99; donde el primer 01 es el número de estación, puede configurar un sistema screen cambiar, la máquina recibió con éxito el pedido devolverá recibido los tres bytes de datos, esta máquina ha recibido aviso del comando;
2、comando de parada: PC emitió el número hexadecimal de tres bytes 16 01, 77, 88; donde el primer 01 es el número de estación, puede configurar una pantalla del sistema para cambiar, la máquina recibió con éxito el pedido devolverá recibido los tres bytes de datos, esta máquina ha recibido aviso del comando;
3、comando de parada: PC emitió el número hexadecimal de tres bytes 16 01, 88, 77; donde el primer 01 es el número de estación, puede configurar una pantalla del sistema para cambiar, la máquina recibió con éxito el pedido devolverá recibido los tres bytes de datos, esta máquina ha recibido aviso del comando;
Siete, ejemplo
de corte de alambre (1) patrón
largo 1、El alambre se coloca en un rodillo intermedio, ajuste el espacio del rodillo para que
acabe de entrar en contacto con el alambre y luego hacia abajo 2 grandes;
2、Establecer tamaño:
(1) Entrar en el modo de configuración: Modo de espera presione
(2) Establecer la longitud
de pelado frontal (3) Establecer la primera mitad de la longitud
de pelado (4) Longitud
total (5) Establecer la última mitad de la longitud
de pelado (6) Establecer la longitud
de retroceso (7) El valor establecido del cortador: ( Referencia )
(8) Vuelva a colocar el cuchillo: ( Referencia )
(9) Establecer modo de línea: presione Establecer modo de línea;
3、presione más de 0.5 segundos, y la máquina se detendrá automáticamente después de llevar una línea, eche un vistazo si el valor de la cuchilla correcta y presione directamente 、 corrección; Hasta que esté satisfecho;
( 2 ) Pelado de múltiples segmentos
1、el alambre se coloca en un rodillo intermedio, ajuste el espacio del rodillo para que acabe de entrar en contacto con el alambre y luego hacia abajo 2 grandes;
2、Tamaño de configuración:
(1) Ingrese al modo de configuración: presione
el modo de espera (2) Establezca la longitud
de pelado frontal (3) Salga de la tira, configuración
de parámetros (4) Establezca el modo de múltiples etapas: presione establecer en el modelo de
segmentos múltiples;
(5) Ingrese el número de segmentos que se establece: presione establecer para obtener más
metraje;
(6) Establecer la longitud del primer segmento de la piel
de la estancia (7) Establecer el primer segmento de pelado
(8) Establecer la segunda longitud
de la piel de salida (9) Establecer la segunda
(10) Establecer la tercera longitud
de la piel de salida (11) Establecer la tercera longitud
de la piel de salida (12) Establecer como la longitud
(13) Volver a la imagen de trabajo
(14) pree más de 0,5 segundos, la máquina se detendrá automáticamente después de llevar una línea, eche un vistazo si el valor de la cuchilla correcta y presione directamente 、 corrección; Hasta que esté satisfecho;
Explique
1、si el tercero se establece en 0, entonces el programa que acaba de cortar en dos, y así sucesivamente; si desea pelar la sección 12, la sección 12 de la longitud de todo el conjunto;
2、modo de pelado múltiple, la función de línea de torsión es invalid;
El ajuste de la posición
de corte de la cuchilla 1. Encienda la máquina.
2. Ajuste de la posición del cuchillo MAX2: la distancia entre las puntas de las dos hojas del cuchillo debe ser de alrededor de 8-10 mm, mientras que la distancia entre los puntos inferiores en forma de V de las dos hojas debe ser de alrededor de 34 mm. (Ver imagen A)
3. Puntos clave de atención para cambiar las hojas de los cuchillos:
1. El plano superior del estante de cuchillos interior izquierdo debe soplarse al plano derecho del estante de cuchillos con 19 mm, que también debe ser más bajo que el marco exterior del estante de cuchillos con 4 mm, como se muestra en la imagen B.
2. La marcha izquierda debe ser más alta que la marcha intermedia con 1 altura de marcha, mientras que la marcha derecha debe ser más alta que la marcha intermedia con 6 alturas de marcha. ( Ver imagen B)
3. Normalmente, la distancia entre las puntas de las hojas de dos cuchillos debe ser de alrededor de 8-10 mm, mientras que la distancia entre los puntos inferiores en forma de V de dos hojas debe ser de alrededor de 34 mm. (Ver imagen A)
4. Después del ajuste, inserte ambos lados de los engranajes del portacuchillos en el diente del eje central y fije los tornillos de ambos lados del estante de cuchillos.
5. Reinicie la máquina y ajuste el valor de la cuchilla si se cambia la profundidad de corte.
(Imagen A) (Imagen B)
Ocho, Fenómeno y exclusión
La aparición del fenómeno Método
de procesamiento Pelado de roscas sin 1、verifique la profundidad de corte de la rosca, las marcas de corte son demasiado superficiales para regular un "diámetro" más pequeño.
2、La presión de la rueda de línea no es suficiente, es necesario ajustar la "perilla reguladora de presión de la rueda de línea", la presión de la rueda de línea.
3、El espacio libre de la rueda de línea es demasiado grande, es necesario ajustar el " en la perilla de ajuste de espacio libre de la rueda de línea " y el espacio libre de la rueda de línea se reduce a una posición adecuada.
4、Despojar el primer conjunto es mayor o igual que 3.
5、La rueda de línea, si hay suciedad, debe limpiarse.
6、El juego de cuchillas de retirada puede ser demasiado grande, debe ser apropiado para reducir el parámetro de retracción (valor de referencia 00-10).
7、La siguiente desalineación de la herramienta, consulte el capítulo séptimo, sección 2, tabla de prueba 7-7, condición de alineación.
Pelado de alambre sin cola 1、Línea de verificación de la profundidad de corte de la cola, marcas de corte demasiado superficiales para regular el "diámetro" más pequeño.
2、Rueda de alambre, la presión no es suficiente, es necesario ajustar la "perilla reguladora de presión redonda", la presión de la rueda de línea.
3、La holgura de la rueda de alambre es demasiado grande, lo que se requiere para la regulación de la "perilla de ajuste de espacio redondo", para reducir el espacio de la polea a una posición adecuada.
4、Despojar el primer conjunto es mayor o igual que 3.
5、polea si hay suciedad, es necesario limpiarla.
6、El juego de cuchillas de retirada puede ser demasiado grande, debe ser apropiado para reducir el parámetro de retracción (valor de referencia 00-10).
7、La siguiente desalineación de la herramienta, consulte el capítulo séptimo, sección 2, tabla de prueba 7-7, condición de alineación.
Piel de alambre de barotrauma severo 1、primer juez barotrauma de la rueda de entrada o polea, la fuerza de presión de la rueda debe ser pequeña.
2、Póngase en contacto con mi empresa, para la compra de neumáticos de goma.
Línea de pelado a través del corte central de varios r El tono de "diámetro" en 1 o 2, vuelva a intentarlo hasta que no dañe el núcleo de la línea.
Longitud de la línea, hay mayor o igual que la longitud establecida 1、la presión de la rueda de la línea no es suficiente, y a veces el pelado de hilos sin fenómeno, el pelado de hilos en línea es mayor que una longitud predeterminada, regulando "en el tejido de regulación de la presión de la rueda de línea", por lo que la presión de la rueda de línea.
2、suciedad, polea, necesario limpiar.
Una holgura de la rueda de entrada de alambre es demasiado grande, para ajustar la " perilla de ajuste de la holgura de la rueda de línea ", y un espacio entre la rueda de alimentación de alambre es más pequeño.
Longitud de la línea, hay menos o igual a la longitud establecida 1 、 el propio espesor de la línea del cable a.
2 、 una rueda rodante con suciedad, se requiere limpiar. La cera de la superficie del conductor, el plomo, las ruedas de alambre se deslizan con cera pegajosa, el cepillo de alambre y la gasolina limpia cuatro ruedas rodantes.
3、Sacar el cable, nivel "00" fenómeno de operación de aire, se excluye.
4、El marco de colocación de alambre tiene un fenómeno de histéresis de tarjeta, lo que lleva a un cable transportador deficiente.
Cabeza y cola cortadas o sin corte 1、Verifique la cabeza o la cola de servido, el diámetro del alambre es demasiado pequeño, debe ajustar el "alambre" a más grande. ( un valor de referencia 30-90 )
2、Revisando la cola del hilo sin marcas de corte, el diámetro del alambre es demasiado grande, debe ajustar el "alambre" más pequeño. ( un valor de referencia 30-90 )
A veces, la cabeza o la cola se cortaron 1、rueda de alambre, la presión no es suficiente, verifique y regule la "perilla redonda de regulación de presión" y haga que la presión de la polea sea grande.
2、El espacio libre de la rueda de línea es demasiado grande, es necesario ajustar el " en la perilla de ajuste de espacio libre de la rueda de línea " a la reducción del espacio libre de la rueda de línea.
Hay varias hebras de alambre de rosca larga 1、el diámetro del cable es demasiado pequeño, el alambre cortado, la tira con un alambre de cobre, para aumentar el diámetro de 1-2, intente de nuevo.
2、cuchillo de retiro conjunto demasiado pequeño, debe aumentarse los parámetros de retracción (00-10)
A veces, los cables conductores juntos no se rompieron el cuchillo 1、las actividades de las partes del borde con el aceite ordinario, intente de nuevo (generalmente 8 horas llenando un ).
2、La velocidad es lenta.
3、verifique las especificaciones del cable en la línea AWG12 # (3 cuadrados).
4、La cuchilla es roma, plana o de reemplazo.
5、De acuerdo con la séptima parte de la tercera inspección.
Presione ejecutar después del apagado solo puede cortar una pantalla que aparece "línea corta o nudo" 1、sin línea de función de apagado automático, pertenece a la normal.
2、El ajuste de la longitud debe ser superior a 32 mm (excepto para los procedimientos 98).
3、La holgura de la rueda de alambre es demasiado grande, lo que se requiere para la regulación de la "perilla de ajuste de espacio redondo" para que la polea reduzca el espacio.
Cuando se enciende la alimentación, el ventilador funciona normalmente, y la pantalla es normal, pero de acuerdo con "ejecutar" después de que la máquina no puede moverse 1、debido a la inestabilidad del voltaje o la operación ilegal de la placa de circuito en la quemadura de la tubería de seguro, es necesario reemplazar el fusible (abra la tapa de la caja, visible en la placa de circuito tiene dos tubos de seguro de 5A).
2、como cambiar tubos de seguro, continuing to burn out, y el departamento de servicio al cliente de mi empresa o el contacto de la oficina.
La incisión tangente inclinada 1、el cable en sí mismo es demasiado curvo, la compra de un dispositivo de enderezamiento.
2、a boca de plomo sin mirar hacia el centro del borde.
3、A La cola se inclina, inspeccione que el tubo de alambre esté apoyado contra la herramienta demasiado cerca.
(PARA WPM-MAX2 70 mm 2)
Ámbito de aplicación
La máquina peladora de cables por computadora completamente automática de la serie WPM fabricada por nuestra fábrica es adecuada para cortar, pelar la cabeza, pelar la cola y pelar la mitad del cable de una sola hebra, varias hebras y con funda. El área máxima de la sección transversal de procesamiento es de 0,1-50 mm 2; La longitud máxima de corte es de 100 m, la de pelado de la cabeza de 200 mm y la de la cola de 100 mm. WPM09-NX2 es adecuado para pelar y retorcer cables súper cortos y delgados con el cable más corto de 28-30 mm; Con la función de elevación de los rodillos durante el pelado, WPM-09HT2 es adecuado para pelar alambre revestido, especialmente para alambre de funda de cabeza de alambre larga y cola de alambre. WPM MAX2 es la mejor opción para procesar alambre de cable súper grueso de área de sección transversal de 35-70 mm2.
Peso: 72KGS
Dimensiones totales: 400 mm×515 mm×345 mm
Potencia: 1000W
Modo de visualización: pantalla LCD de cristal líquido en inglés y chino
Longitud de corte: 0,1 mm-100 m
Tolerancia de corte: ≤0,002×L (L = longitud de corte)
Área de la sección transversal de corte del núcleo de alambre: 2-50 mm2
Diámetro máximo de la tubería del conducto: ¢18
Decapado medio: 12 lugares de pelado
Material de la cuchilla: acero
de tungsteno de alta calidad Velocidad de pelado: 100 mm / pieza, 4000 - 6000 piezas / h
Modo de conducción: tracción en 8 ruedas (motor paso a paso híbrido silencioso, cada paso 0,1 mm hacia adelante)
Velocidad de ajuste: 0 más lento, 9 puntos más rápidos
para la atención de una operación
segura En primer lugar, muchas gracias por comprar nuestra máquina peladora de cables por computadora completamente automática de la serie WPM. Para un funcionamiento seguro y correcto de esta máquina, lea atentamente este manual de operación antes de operarla.
I.. Adaptador de corriente: CA 220-250 V, 50-60 HZ. Para proporcionar un voltaje de funcionamiento estable, el usuario debe seleccionar y usar un estabilizador de voltaje de alimentación para evitar que esta máquina se queme debido a un sobrevoltaje.
II.. Durante el funcionamiento, esta máquina debe colocarse sobre una superficie lisa y estable para evitar que se caiga y se dañe.
III.. No utilice esta máquina cerca de un área con un campo electromagnético más fuerte para evitar que esta máquina sea interferida.
IV.. Durante el funcionamiento, no coloque ningún objeto sobre esta máquina, no la coloque cerca de productos químicos corrosivos y asegúrese de mantener el entorno operativo seco, bien ventilado y sin polvo, con una temperatura ambiente de operación de 0 a 35 °C.
V.. En funcionamiento, si aparecen malos efectos del pelado de cables o algunas fallas, lea este manual de operación para ver las fallas y las holguras, si aún no puede resolver los problemas, llame a nuestro teléfono de servicio técnico para darse cuenta del método de mantenimiento y reparación. Por su seguridad, no desmonte esta máquina usted mismo para su mantenimiento y reparación.
Nota: De acuerdo con las estipulaciones en las leyes y regulaciones pertinentes de la República Popular
China, el poder de interpretación de los contenidos relevantes en este Manual de Operación
pertenece a nuestra fábrica. Los contenidos están sujetos a cambios sin previo aviso. La
Edición No. del manual de operación: V3.0
Estructura
principal del pasador de pelacablesg Máquina
(Tabla 1-1)
Nota: Es necesario agregar aceites al orificio de engrase en la parte superior de la rejilla de cuchillos con regularidad para mantenerlo bien lubricado.
(Ver Tabla 1-1)Explicación de la estructura principal:
1. Rodillos de entrada de alambre: Ayudan al estante de cuchillas a realizar el pelado de la cabeza del cable cuando se mueve hacia adelante o hacia atrás hacia adelante el alambre.
2. Rodillos de salida de alambre: Ayude al estante de cuchillas a realizar el pelado de la cola de alambre, la torsión del cable y la salida del cable.
3. Entrada de alambre: El cable se coloca en la máquina a través de la entrada.
4. Conducto: El cable pasa a través del conducto mientras se alimenta.
5. Ensamblaje de estante de cuchillos: para corte de alambre: pelado de la cabeza y pelado de la cola.
Interruptor de elevación de los rodillos de entrada de alambre: presione el botón del interruptor para levantar los rodillos de entrada y dejar que el cable se alimente a la posición de corte de la cuchilla; Presione el botón nuevamente para colocar los rodillos y presionar hasta el cable. La estanqueidad del prensado se puede ajustar mediante el espacio entre rodillos. (Nota: Normalmente, durante el pelado, es necesario presionar el botón de elevación nuevamente, ya que se necesitará presionar el cable hacia abajo. Si la tensión entre el rodillo y el alambre no es suficiente, es posible que deba ajustar el espacio del rodillo hasta que funcione).
6. Interruptor de elevación de rodillos de salida de cable: presione el botón para levantar los rodillos de salida y presione nuevamente para colocar los rodillos y presionar el cable. La estanqueidad del prensado se puede ajustar mediante el espacio entre rodillos.
7. Interruptor giratorio de ajuste del espacio entre rodillos de entrada de cable: Gire el interruptor con dígitos más grandes para aumentar el espacio y viceversa. (Nota: el interruptor giratorio debe ajustarse después del rodillo de elevación del cilindro de aire debido a la potencia de tracción del cilindro de aire.
8. Interruptor giratorio de ajuste del espacio entre rodillos de salida de cable: Gire el interruptor con dígitos más grandes para aumentar el espacio y viceversa.
10. Pantalla de cristal líquido (LCD): Muestra el parámetro relacionado con el pelado de cables.
11. Teclado: Parámetro de entrada, inicio y parada de la máquina.
12. Filtro de
aire Ejemplo
de operación rápida 1. Pele y corte alambre de cobre de 35 mm2 de 7 hilos, longitud total 150 mm, pelado de la cabeza 20 mm, pelado de la cola de 20 mm: configure de la siguiente manera:
2. Pele y corte alambre de cobre de 50 mm2 de 19 hilos, longitud total 150 mm, pelado de la cabeza 20 mm, pelado de la cola 20 mm, cambie el parámetro en la imagen de arriba: valor del cuchillo de 435 a 500; Retirada de cuchillos de 85 a 90.
Los parámetros anteriores son solo de referencia y la configuración específica aún dependerá del cable de procesamiento.
Nota: Cuanto pequeño sea el valor del cuchillo, más profundo será el corte; Cuanto más grueso sea el alambre, mayor debe ser el valor de retroceso de la cuchilla. La siguiente tabla son los datos de los parámetros de referencia para la configuración del valor de la cuchilla y el valor de retirada de la cuchilla:
Manual de instrucciones
Dibujo del panel
de control La interfaz del sistema se compone de 23 teclas y una pantalla LCD de matriz de puntos de 192×64, se introducirá lo siguiente en cada función
clave : En el modo de espera, con cada pulsación corta una vez, la máquina realiza un ciclo de un solo paso; Incluso después de la pulsación durante más de 0,5 segundos, la máquina ejecutará automáticamente un bucle; el botón en el efecto de control de la máquina es muy grande;
: En el modo de espera, presione este botón y la máquinae comienza a funcionar;
: En el estatuto de trabajo, presione este botón y la máquina terminará el trabajo después del apagado;
: En el modo de espera, presione este botón y la máquina realizará una acción de reinicio; En el estado de funcionamiento, presione este botón y la máquina se apagará, después de la implementación de la acción de reinicio;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 0; En el estado de espera, presione este botón y la máquina entrará en el estado de configuración del parámetro de pelado;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 1; En el estado de espera, presione este botón y la máquina entrará en el estado de configuración del parámetro de velocidad;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 2; En el estado de espera, presione este botón y la máquina entrará en el estado de configuración del parámetro de torsión;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 3; En el estado de espera, presione este botón y la máquina de acuerdo con la función actual configurará la imagen correspondiente a la función;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 4; En el estado de espera, presione este botón, volumen 0;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 5; En el estado de espera, presione esta tecla, la cuenta de 0;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 6; En el estado de espera, presione este botón, cambie la máquina al modo de trabajo;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 7; En el estado de espera, presione este botón, cambie la máquina al modo de trabajo;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 8; En el estado de espera, presione este botón y la máquina ingresará a la configuración de salida;
: En un estado de entrada de datos, presione esta tecla e ingrese el número 9; En el estado de espera, presione este botón y la máquina ingresará a la imagen de configuración de funciones;
: En un estado de entrada de datos, presione esta tecla y elimine los datos de entrada; En el estado de espera, presione esta tecla, la salida total y el número de borrado completo 0;
: En el estado de espera, presione este botón y la máquina ingresará a la configuración del programa;
: En la configuración de los parámetros, pulsando la tecla, establezca los parámetros más bajos más 1; En un estado de ajuste de parámetros, presione este botón, el valor de la cuchilla más 1;
: En la configuración de los parámetros, pulsando la tecla, establezca los parámetros más bajos más 1; En un estado de ajuste de parámetros, presione este botón, el valor de la cuchilla menos 1;
: En la configuración de los parámetros, al presionar la tecla, los datos modificados se dan por vencidos y la última fecha está en el objeto modificado;
: En la configuración de los parámetros, al presionar la tecla, los datos modificados se rinden y los siguientes datos se incluyen en el objeto modificado;
: En el estado establecido de parámetros, presione esta tecla, los datos modificados se guardarán y escribirán en la EEPROM, y los siguientes datos en el objeto modificado;
: En el estado del conjunto de parámetros, presione esta tecla, salga del estado de configuración del parámetro; la pantalla de configuración de funciones, la pantalla de configuración de separación segmentaria y la pantalla de configuración del sistema. Presione esta tecla, regrese a la imagen de trabajo;
: En la pantalla de espera, presione la tecla e ingrese a la disposición del sistema de la imagen, debe ingresar la contraseña antes de ingresar, en una pantalla de configuración, función; imagen de configuración de pelado multietapa, configuración del sistema, pvuelva a colocar la clave, introduzca el estado de configuración del parámetro;
Pantalla
de trabajo Una vez que la máquina está encendida, la pantalla muestra una pantalla de inicio, aproximadamente tres segundos mostrará esta imagen; la máquina comienza a funcionar, en la imagen de la pantalla; de lo contrario, la máquina no podría arrancar;
Configuración de parámetros de pelado: La máquina cuando está en modo de espera, presione; El parámetro de longitud frontal comienza a parpadear, en este momento puede ingresar directamente el número, si el error de entrada, presione borrar la entrada digital de entrada nuevamente; A continuación, presione la conservación, y un parpadeo de parámetros, hasta que la longitud del extremo delantero, la mitad delantera del pelado, la longitud total, la mitad trasera de la longitud del extremo del pelado, el cortador, el cuchillo de nuevo todo el valor de finalización de entrada; Cuanto menor sea el valor del cuchillo, más profundo será el corte; cuanto más grueso sea el alambre, mayor debe ser el valor de retroceso de la cuchilla; Al presionar la configuración de parámetros, se avanza un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Ajustes de velocidad de pelado: La máquina cuando está en modo de espera presione; el parámetro de velocidad del cortador para comenzar a parpadear en este momento puede ingresar directamente el número, si el error de entrada, presione borrar entrada digital de entrada nuevamente; A continuación, presione la conservación, y un parpadeo de parámetros, hasta que la velocidad de corte, la velocidad de alimentación, la velocidad de pelado, el tiempo de pausa de todas las entradas para completarse; Configuración de parámetros; presione parpadea hacia adelante un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Configuración de salida: La máquina cuando está en modo de espera presione; el parámetro bruto configurado para comenzar a parpadear, en este momento puede ingresar directamente el número, si el error de entrada, presione borrar entrada digital de entrada nuevamente; A continuación, presione preservación, y un parpadeo de parámetro, hasta que el conjunto, el número total de todas las entradas para completar; Configuración de parámetros; presione parpadea hacia adelante un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Conjunto de líneas trenzadas: La máquina cuando está en modo de espera presiona; Centelleo del modo de torsión frontal, esta vez presione 、 conmutación, luego presione la preservación y un parpadeo de parámetros, hasta que se complete el modo de entrada del modo de giro frontal, modo de cable de torsión, luego, por métodos anteriores, ingrese la velocidad de la línea de torsión, la fuerza de torsión; Configuración de parámetros; presione parpadea hacia adelante un parámetro; presione después de la eliminación de los parámetros parpadeantes; en cualquier momento retirándose del conjunto de parámetros, de vuelta al estado de espera;
Conjunto de números de programa: La máquina cuando está en modo de espera, presione; Los argumentos del programa comienzan a parpadear, en este momento puede ingresar directamente el número, si el error de entrada, presione borrar entrada digital de entrada nuevamente; A continuación, presione Conservación, al estado de espera;
Interruptor de modo de trabajo: La máquina cuando está en modo de espera, presione 、 interruptor de modo de trabajo;
El modo de trabajo explica
Esta máquina es una máquina cortadora de alambre multifuncional, con un total de 6 tipos de procedimientos de corte y pelado de alambre, siguiendo la descripción de la imagen:
Modo de línea:
El modelo y la función tradicional de la máquina de corte de alambre 220, se puede montar un dispositivo de torsión de alambre para aumentar el alambre trenzado, la longitud del alambre como se muestra, solo de acuerdo con el método anterior para ingresar el tamaño deseado, En este modo, la función no está disponible;
El modelo a corto plazo:
El modelo de máquina y el modelo a largo plazo son iguales, solo que la acción de pelado de la máquina no es la misma; y sin función de línea de torsión; En este modo, la función no está disponible;
Este modo sin función de línea de torsión; presione Función en la siguiente imagen de configuración de función de cable:
En una condición de configuración de parámetros, presione 、 vista hacia arriba o hacia abajo 1-12 parámetros de conjunto de segmentos; presione establecer parámetro, hasta que se completen todos los parámetros de ingreso;
Nota: en un modelo de varias etapas, el total es igual a la longitud de cada longitud de cable y, junto con la longitud del extremo frontal, los procedimientos se han calculado y resaltado automáticamente, por lo tanto, establezca la longitud total, la longitud de todo el extremo sin fin; ¡La longitud final es el final de la longitud de! Además, no es necesario configurar, cuando se completa la longitud requerida, un conjunto de 0
Imagen
de configuración de función En el estado de espera, presione para ingresar a esta pantalla; En la pantalla de imagen, la máquina no comienza el trabajo, presione Volver a la imagen de trabajo;
Configuración de parámetros: presione la configuración de inicio, hasta que se complete la entrada de todos los parámetros;
Pantalla de configuración del sistema: estado de espera, presione para ingresar a esta pantalla; ingrese la contraseña (10010011) para ingresar a esta pantalla; Muestre la imagen, la máquina no comienza el trabajo, presione volver a la imagen de trabajo;
Configuración de parámetros: presione la configuración de inicio, hasta que se complete la entrada de todos los parámetros;
Asuntos del conjunto de pelado que requieren atención
1、 varios parámetros de pelado, la longitud total debe ser mayor que la longitud del extremo delantero + la longitud del extremo trasero; de lo contrario, la máquina de trabajo;
2、El uso del control de comunicación de la máquina, debe garantizar que la máquina en la pantalla de visualización funcione y no esté en el estado de configuración de parámetros; de lo contrario, el control de comunicación no es válido;
3、Utilice la operación de velocidad adecuada;
4、en el trabajo de pantalla y la configuración no paramétrica, el Se puede presionar directamente 、 el cortador establece el valor sin detenerse;
5、Si las cuatro luces indicadoras de funcionamiento parpadean para ilustrar los parámetros de configuración, puede iniciar la máquina;
6、Ajuste de la línea de torsión: los primeros parámetros de compensación torsional están diseñados para un conjunto de funciones de torsión a corto plazo, lo que significa que cuando la máquina está fuera de su frente, alimentación de alambre después de la distancia de la rueda de torsión; a veces se puede instalar en la cuchilla a corto plazo después de girar la rueda, luego el conjunto de parámetros pequeño, alcanza la torsión a corto plazo una función de línea; la línea general se establece en 32, no es necesario cambiar; a corto plazo de acuerdo con el ajuste de la distancia real de la cuchilla y la rueda de torsión de alambre; (puede modo de operación de un solo paso al paso, si la alimentación de alambre más que la rueda de torsión de alambre, puede reducir el parámetro se puede aumentar, y viceversa);
Seis, introducción del protocolo
de comunicación La máquina está equipada con una función de comunicación RS485 estándar, el usuario puede a través de la computadora host (PLC, PC) controlar directamente la máquina; especificaciones de hardware de comunicación para 38400, 8, 1, N
La siguiente es que la máquina acepta comandos en detalle
1、el comando de parada de emergencia: Números hexadecimales de tres bytes emitidos por PC 16 01, 66, 99; donde el primer 01 es el número de estación, puede configurar un sistema screen cambiar, la máquina recibió con éxito el pedido devolverá recibido los tres bytes de datos, esta máquina ha recibido aviso del comando;
2、comando de parada: PC emitió el número hexadecimal de tres bytes 16 01, 77, 88; donde el primer 01 es el número de estación, puede configurar una pantalla del sistema para cambiar, la máquina recibió con éxito el pedido devolverá recibido los tres bytes de datos, esta máquina ha recibido aviso del comando;
3、comando de parada: PC emitió el número hexadecimal de tres bytes 16 01, 88, 77; donde el primer 01 es el número de estación, puede configurar una pantalla del sistema para cambiar, la máquina recibió con éxito el pedido devolverá recibido los tres bytes de datos, esta máquina ha recibido aviso del comando;
Siete, ejemplo
de corte de alambre (1) patrón
largo 1、El alambre se coloca en un rodillo intermedio, ajuste el espacio del rodillo para que
acabe de entrar en contacto con el alambre y luego hacia abajo 2 grandes;
2、Establecer tamaño:
(1) Entrar en el modo de configuración: Modo de espera presione
(2) Establecer la longitud
de pelado frontal (3) Establecer la primera mitad de la longitud
de pelado (4) Longitud
total (5) Establecer la última mitad de la longitud
de pelado (6) Establecer la longitud
de retroceso (7) El valor establecido del cortador: ( Referencia )
(8) Vuelva a colocar el cuchillo: ( Referencia )
(9) Establecer modo de línea: presione Establecer modo de línea;
3、presione más de 0.5 segundos, y la máquina se detendrá automáticamente después de llevar una línea, eche un vistazo si el valor de la cuchilla correcta y presione directamente 、 corrección; Hasta que esté satisfecho;
( 2 ) Pelado de múltiples segmentos
1、el alambre se coloca en un rodillo intermedio, ajuste el espacio del rodillo para que acabe de entrar en contacto con el alambre y luego hacia abajo 2 grandes;
2、Tamaño de configuración:
(1) Ingrese al modo de configuración: presione
el modo de espera (2) Establezca la longitud
de pelado frontal (3) Salga de la tira, configuración
de parámetros (4) Establezca el modo de múltiples etapas: presione establecer en el modelo de
segmentos múltiples;
(5) Ingrese el número de segmentos que se establece: presione establecer para obtener más
metraje;
(6) Establecer la longitud del primer segmento de la piel
de la estancia (7) Establecer el primer segmento de pelado
(8) Establecer la segunda longitud
de la piel de salida (9) Establecer la segunda
(10) Establecer la tercera longitud
de la piel de salida (11) Establecer la tercera longitud
de la piel de salida (12) Establecer como la longitud
(13) Volver a la imagen de trabajo
(14) pree más de 0,5 segundos, la máquina se detendrá automáticamente después de llevar una línea, eche un vistazo si el valor de la cuchilla correcta y presione directamente 、 corrección; Hasta que esté satisfecho;
Explique
1、si el tercero se establece en 0, entonces el programa que acaba de cortar en dos, y así sucesivamente; si desea pelar la sección 12, la sección 12 de la longitud de todo el conjunto;
2、modo de pelado múltiple, la función de línea de torsión es invalid;
El ajuste de la posición
de corte de la cuchilla 1. Encienda la máquina.
2. Ajuste de la posición del cuchillo MAX2: la distancia entre las puntas de las dos hojas del cuchillo debe ser de alrededor de 8-10 mm, mientras que la distancia entre los puntos inferiores en forma de V de las dos hojas debe ser de alrededor de 34 mm. (Ver imagen A)
3. Puntos clave de atención para cambiar las hojas de los cuchillos:
1. El plano superior del estante de cuchillos interior izquierdo debe soplarse al plano derecho del estante de cuchillos con 19 mm, que también debe ser más bajo que el marco exterior del estante de cuchillos con 4 mm, como se muestra en la imagen B.
2. La marcha izquierda debe ser más alta que la marcha intermedia con 1 altura de marcha, mientras que la marcha derecha debe ser más alta que la marcha intermedia con 6 alturas de marcha. ( Ver imagen B)
3. Normalmente, la distancia entre las puntas de las hojas de dos cuchillos debe ser de alrededor de 8-10 mm, mientras que la distancia entre los puntos inferiores en forma de V de dos hojas debe ser de alrededor de 34 mm. (Ver imagen A)
4. Después del ajuste, inserte ambos lados de los engranajes del portacuchillos en el diente del eje central y fije los tornillos de ambos lados del estante de cuchillos.
5. Reinicie la máquina y ajuste el valor de la cuchilla si se cambia la profundidad de corte.
(Imagen A) (Imagen B)
Ocho, Fenómeno y exclusión
La aparición del fenómeno Método
de procesamiento Pelado de roscas sin 1、verifique la profundidad de corte de la rosca, las marcas de corte son demasiado superficiales para regular un "diámetro" más pequeño.
2、La presión de la rueda de línea no es suficiente, es necesario ajustar la "perilla reguladora de presión de la rueda de línea", la presión de la rueda de línea.
3、El espacio libre de la rueda de línea es demasiado grande, es necesario ajustar el " en la perilla de ajuste de espacio libre de la rueda de línea " y el espacio libre de la rueda de línea se reduce a una posición adecuada.
4、Despojar el primer conjunto es mayor o igual que 3.
5、La rueda de línea, si hay suciedad, debe limpiarse.
6、El juego de cuchillas de retirada puede ser demasiado grande, debe ser apropiado para reducir el parámetro de retracción (valor de referencia 00-10).
7、La siguiente desalineación de la herramienta, consulte el capítulo séptimo, sección 2, tabla de prueba 7-7, condición de alineación.
Pelado de alambre sin cola 1、Línea de verificación de la profundidad de corte de la cola, marcas de corte demasiado superficiales para regular el "diámetro" más pequeño.
2、Rueda de alambre, la presión no es suficiente, es necesario ajustar la "perilla reguladora de presión redonda", la presión de la rueda de línea.
3、La holgura de la rueda de alambre es demasiado grande, lo que se requiere para la regulación de la "perilla de ajuste de espacio redondo", para reducir el espacio de la polea a una posición adecuada.
4、Despojar el primer conjunto es mayor o igual que 3.
5、polea si hay suciedad, es necesario limpiarla.
6、El juego de cuchillas de retirada puede ser demasiado grande, debe ser apropiado para reducir el parámetro de retracción (valor de referencia 00-10).
7、La siguiente desalineación de la herramienta, consulte el capítulo séptimo, sección 2, tabla de prueba 7-7, condición de alineación.
Piel de alambre de barotrauma severo 1、primer juez barotrauma de la rueda de entrada o polea, la fuerza de presión de la rueda debe ser pequeña.
2、Póngase en contacto con mi empresa, para la compra de neumáticos de goma.
Línea de pelado a través del corte central de varios r El tono de "diámetro" en 1 o 2, vuelva a intentarlo hasta que no dañe el núcleo de la línea.
Longitud de la línea, hay mayor o igual que la longitud establecida 1、la presión de la rueda de la línea no es suficiente, y a veces el pelado de hilos sin fenómeno, el pelado de hilos en línea es mayor que una longitud predeterminada, regulando "en el tejido de regulación de la presión de la rueda de línea", por lo que la presión de la rueda de línea.
2、suciedad, polea, necesario limpiar.
Una holgura de la rueda de entrada de alambre es demasiado grande, para ajustar la " perilla de ajuste de la holgura de la rueda de línea ", y un espacio entre la rueda de alimentación de alambre es más pequeño.
Longitud de la línea, hay menos o igual a la longitud establecida 1 、 el propio espesor de la línea del cable a.
2 、 una rueda rodante con suciedad, se requiere limpiar. La cera de la superficie del conductor, el plomo, las ruedas de alambre se deslizan con cera pegajosa, el cepillo de alambre y la gasolina limpia cuatro ruedas rodantes.
3、Sacar el cable, nivel "00" fenómeno de operación de aire, se excluye.
4、El marco de colocación de alambre tiene un fenómeno de histéresis de tarjeta, lo que lleva a un cable transportador deficiente.
Cabeza y cola cortadas o sin corte 1、Verifique la cabeza o la cola de servido, el diámetro del alambre es demasiado pequeño, debe ajustar el "alambre" a más grande. ( un valor de referencia 30-90 )
2、Revisando la cola del hilo sin marcas de corte, el diámetro del alambre es demasiado grande, debe ajustar el "alambre" más pequeño. ( un valor de referencia 30-90 )
A veces, la cabeza o la cola se cortaron 1、rueda de alambre, la presión no es suficiente, verifique y regule la "perilla redonda de regulación de presión" y haga que la presión de la polea sea grande.
2、El espacio libre de la rueda de línea es demasiado grande, es necesario ajustar el " en la perilla de ajuste de espacio libre de la rueda de línea " a la reducción del espacio libre de la rueda de línea.
Hay varias hebras de alambre de rosca larga 1、el diámetro del cable es demasiado pequeño, el alambre cortado, la tira con un alambre de cobre, para aumentar el diámetro de 1-2, intente de nuevo.
2、cuchillo de retiro conjunto demasiado pequeño, debe aumentarse los parámetros de retracción (00-10)
A veces, los cables conductores juntos no se rompieron el cuchillo 1、las actividades de las partes del borde con el aceite ordinario, intente de nuevo (generalmente 8 horas llenando un ).
2、La velocidad es lenta.
3、verifique las especificaciones del cable en la línea AWG12 # (3 cuadrados).
4、La cuchilla es roma, plana o de reemplazo.
5、De acuerdo con la séptima parte de la tercera inspección.
Presione ejecutar después del apagado solo puede cortar una pantalla que aparece "línea corta o nudo" 1、sin línea de función de apagado automático, pertenece a la normal.
2、El ajuste de la longitud debe ser superior a 32 mm (excepto para los procedimientos 98).
3、La holgura de la rueda de alambre es demasiado grande, lo que se requiere para la regulación de la "perilla de ajuste de espacio redondo" para que la polea reduzca el espacio.
Cuando se enciende la alimentación, el ventilador funciona normalmente, y la pantalla es normal, pero de acuerdo con "ejecutar" después de que la máquina no puede moverse 1、debido a la inestabilidad del voltaje o la operación ilegal de la placa de circuito en la quemadura de la tubería de seguro, es necesario reemplazar el fusible (abra la tapa de la caja, visible en la placa de circuito tiene dos tubos de seguro de 5A).
2、como cambiar tubos de seguro, continuing to burn out, y el departamento de servicio al cliente de mi empresa o el contacto de la oficina.
La incisión tangente inclinada 1、el cable en sí mismo es demasiado curvo, la compra de un dispositivo de enderezamiento.
2、a boca de plomo sin mirar hacia el centro del borde.
3、A La cola se inclina, inspeccione que el tubo de alambre esté apoyado contra la herramienta demasiado cerca.
Enlaces de interés : 中文 | Русский | Français | Español | English | العربية | Deutsch | 日本語| Nederlands| Português|
×

Scan to Chat
🤖 AI Assistant
×
End Chat & Send Transcript